







الفرق بين سلسلة ماكينات لحام بثق البلاستيك اليدوي من أجل تصنيع البلاستيك
الفرق بين سلسلة ماكينات لحام بثق البلاستيك اليدوي لتصنيع البلاستيك

لحام بثق البلاستيك ويلدي
بثق البلاستيك هو عملية تتيح لنا تشكيل منتجات مختلفة. هذه إحدى العمليات الأساسية في إنتاج البلاستيك. عن طريق بثق البلاستيك ، يمكن تشكيل خزانات الماء والهواء والغاز وغيرها من خزانات السوائل. هذا يحل التسربات المحتملة في الخزانات. يضمن معزز الطارد اليدوي من WELDY ثباتًا أكبر في جميع طرازات الخزانات.
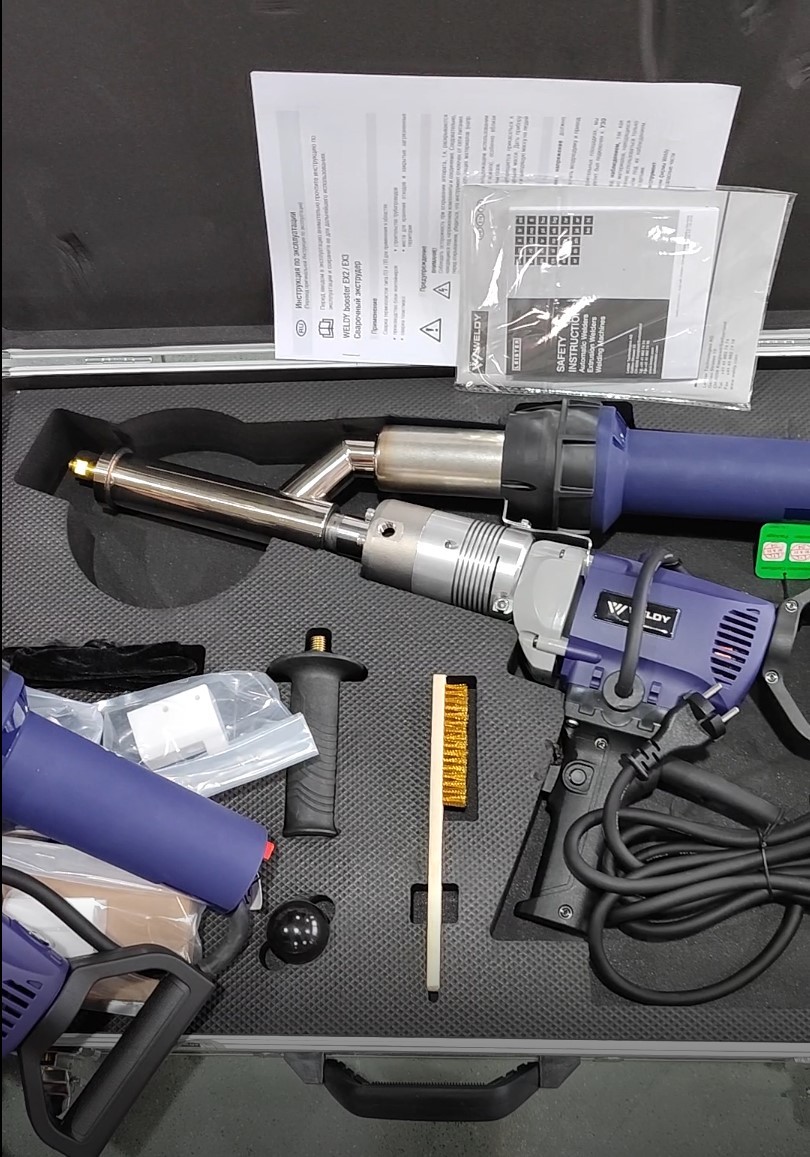
البثق WELDY Booster EX2 / EX3
يقال ، إن آلات اللحام بالبثق WELDY هي الأفضل في فئتها! تتيح لك سلسلة WELDY "Booster EX2" و "EX3" لحامًا فعالاً ومريحًا. بعض الميزات هي:
يعتمد الإخراج على احتياجاتك حتى تقريبًا. 3 كجم / ساعة
من السهل إدخال قضبان اللحام على كلا الجانبين (3 و 4 مم) لأوضاع اللحام المرنة
زر قفل للحام بالبثق المستمر مع القليل من الجهد
تؤدي أحذية اللحام القابلة للاستبدال بسرعة إلى إنتاجية عالية
مقبض قابل للدوران لبيئة عمل عالية

هناك أيضًا بعض الاختلافات بين Weldy booster EX2 / EX3

EX2
حجم البثق EX2 هو 1.5-2.2kg / H ، و EX3 هو 2.4-3.4kg / H
EX3
قضيب البثق EX3 أطول من EX2 ، وهو سهل الاستخدام



معلومات عامة عن لحام البلاستيك
أهم قاعدة في اللحام البلاستيكي هي أنه من الممكن اللحام فقط. ومن هنا تأتي الحاجة إلى تحديد المواد البلاستيكية واختيار قضيب لحام مطابق. تبدأ عملية اللحام الرئيسية بتحضير قضيب اللحام. قطع النهاية إلى نقطة قلم رصاص باستخدام سكين تشذيب أو قواطع جانبية ؛ يوفر هذا تعبئة تدريجية في الأخدود على شكل V ، خاصة عندما يبدأ في منتصف اللوحة ، مما يمنع تكوين نتوءات منتفخة من البلاستيك. قم بملاءمة فوهة اللحام بالسرعة مع أداة الطاقة WELDY ، واضبط درجة الحرارة الصحيحة للمادة واسمح للأدوات بالتسخين لبضع دقائق قبل البدء. أدخل قضيب اللحام المشذب من خلال وحدة تغذية الفوهة حتى يبرز حوالي 5 مم على الجانب السفلي. أمسك الأداة بحيث يعمل نعل فوهة اللحام السريع على طول الشق الموازي لسطح المكون. يجب إمساك القضيب البارز إلى ما بعد بداية الأخدود على شكل V بحيث يتم توجيه الحرارة إلى نقطة البداية من أجل اللحام. عندما يظهر سطح البلاستيك علامات ترطيب طفيف ، حرك فوهة اللحام على طول الأخدود. يجب أن يستقر إصبع الفوهة على القضيب في الأخدود بينما يجب أن يكون هناك فجوة هوائية أسفل الكعب 3 مم. قم بتغذية القضيب بثبات في الفوهة بضغط يدوي لأسفل يبلغ حوالي 2.5 كجم كافي لدفع القضيب المرن في الأخدود. للحكم على شكل ضغط 2.5 كجم ، خذ قطعة قصيرة من قضيب اللحام واستخدمها للضغط لأسفل على موازين محددة حتى يتم تسجيل 2.5 كجم. (لا تستخدم القوة الهابطة على اللحام عبر أداة الهواء الساخن نفسها). حيثما أمكن ، يجب إكمال اللحام في مسار واحد مستمر على طول محيط الشق. أتمنى لك اللحام الجيد!